При строительстве в городах с высокой плотностью застройки фундамент на буронабивных сваях позволяет избежать разрушений близстоящих зданий и коммуникаций, возникающих при монтаже свай забивных. Буронабивные сваи в настоящее время активно применяют как в жилищном, так и промышленном строительстве.
 Завод Техсталь хорошо продвинулся в технологии и объёмах производства арматурных каркасов буронабивных свай. На заводе Техсталь внедрена в производство собственная разработка - автоматическая Машина контактной сварки каркасов буронабивных свай. Технические возможности Машины позволяют выпускать до 12-ти армокаркасов максимальной трудоёмкости в сутки.
Завод Техсталь хорошо продвинулся в технологии и объёмах производства арматурных каркасов буронабивных свай. На заводе Техсталь внедрена в производство собственная разработка - автоматическая Машина контактной сварки каркасов буронабивных свай. Технические возможности Машины позволяют выпускать до 12-ти армокаркасов максимальной трудоёмкости в сутки.
Характеристики Машины контактной сварки каркасов буронабивных свай:
1. Длина производимых каркасов до 12 метров
2. Диаметр производимых каркасов 250...800 мм.
3. Диаметр продольной арматуры 8...42 мм.
4. Количество продольных (рабочих) хлыстов арматуры в каркасе любое, не менее 4-х штук.
5. Диаметр навивочной арматуры А(III) до 12 мм., А(I) до 14 мм.
6. Шаг навивки 100...300 мм.
7. Скорость одного цикла контактной сварки 3...5 сек.
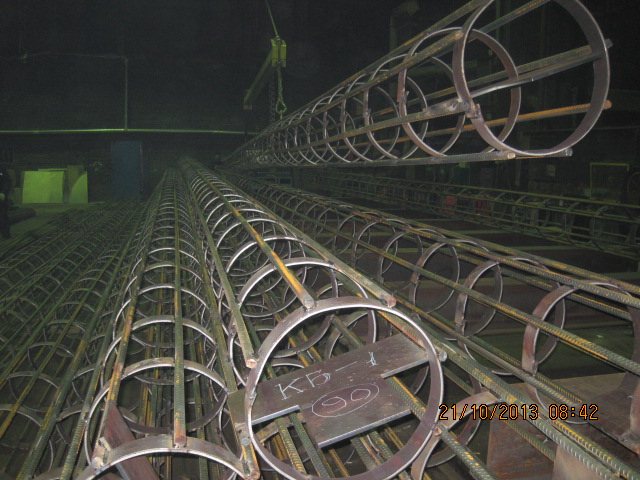
 Буронабивные сваи характеризует высокая несущая способность и возможность вести работы на близком расстоянии от уже существующих сооружений, а так же на площадках с глубоким залеганием твердых, устойчивых грунтов. Сваи буронабивные свариваются из стальной арматуры и согнутых в обод и имеющих форму окружности стальных полос, а при небольшом диаметре каркаса обычно используют кольца напиленные из труб подходящего диаметра. Арматура приваривается к ободу из стальной полосы и образует конструкцию цилиндрической формы, служащей в качестве армирующего металлического каркаса железобетонной сваи формируемой посредством одновременного помещения в заранее пробуренную фундаментную скважину металлического каркаса и заливки в нее бетона. Поверх продольных прутков часто выполняют навивку из арматуры А240 диаметром 6-10мм.
Буронабивные сваи характеризует высокая несущая способность и возможность вести работы на близком расстоянии от уже существующих сооружений, а так же на площадках с глубоким залеганием твердых, устойчивых грунтов. Сваи буронабивные свариваются из стальной арматуры и согнутых в обод и имеющих форму окружности стальных полос, а при небольшом диаметре каркаса обычно используют кольца напиленные из труб подходящего диаметра. Арматура приваривается к ободу из стальной полосы и образует конструкцию цилиндрической формы, служащей в качестве армирующего металлического каркаса железобетонной сваи формируемой посредством одновременного помещения в заранее пробуренную фундаментную скважину металлического каркаса и заливки в нее бетона. Поверх продольных прутков часто выполняют навивку из арматуры А240 диаметром 6-10мм.

Предельная длина каркаса устанавливается с учетом принятой технологии изготовления, наличия соответствующего кранового и транспортного оборудования, а так же возможности проезда транспортного средства до строительной площадки.
Производственные мощности арматурного цеха позволяют на сегодняшний день производить до 50 арматурных каркасов для буронабивных свай ежедневно.
При изготовлении, по согласованию с заказчиком, используются различные способы стыковки арматуры, в том числе стыкосварка и ванная сварка, позволяющие производить эффективный раскрой арматуры, тем самым снижать стоимость конечного продукта для заказчика. В процессе производства специалистами ПТО выполняются чертежи и все требуемые согласования. Качество изделий подтверждается паспортами и при необходимости протоколами испытаний сварных соединений арматуры.